太陽曹達(後・太陽産業、現・太陽鉱工)の歴史⑫
10年におよぶ努力が実を結び、赤穂工場内に待望の再資源化工場が完成
昭和51(1976)年7月1日、太陽鉱工は本社研究開発部の基に赤穂工場研究課を統合し、赤穂研究所を発足させた。同研究所の課題は、いうまでもなく使用済触媒の再資源化技術の完成であった。同究所では泰和坂出工場における使用済触媒の回収技術の蓄積をもとに、独自の回収プロセスの確立に努めるとともに、モリブデン、バナジウムを主とするレアメタルの分離・精製技術とテルミット技術を応用した新製品、新製法の開発に取り組むとともに、副産物の有効利用、環境規制に対する対策にも取り組んだ。
昭和48(1973)年の第一次オイルショックによって、世界経済は改めて資源の有限性という問題に直面することになった。最盛期には島根県を中心に10数もの鉱山で採掘されていたモリブデン鉱石は、昭和50(1975)年には2鉱山を残すのみとなり、同社も98~99%を輸入に依存しなければならない状況となった。また、バナジウムについても大半を南アフリカ共和国を中心とした輸入に頼っていた。
このような状況の中で、同社は「資源の再利用をはかる道を開拓することは資源小国日本の社会的要請に応えるものであり、希少資源に関わる企業に課せられた使命である」と受け止め、「使用済触媒からモリブデン、バナジウムを回収することは、モリブデン、バナジウムの新鉱山を開発することと同等の意味を持つものであり、同社の安定的な成長にとって不可欠である」との認識の下、昭和48年代後半から本格的にこの再資源化事業に取り組むこととなった。
前記のとおり、昭和47(1972)年に大豊化学と合弁で設立した泰和に続き、使用済触媒からモリブデン、バナジウムを回収する再資源化事業は日本鉱業と太陽鉱工との共同事業として推進され、昭和49(1974)年1月には共同出資による「サンマイン株式会社」を設立。昭和50(1975)年3月には赤穂市と兵庫県から工場の建設認可を得るところまで話が進んでいた。
ところが、オイルショック後の不況の中で、それまで全国の石油精製メーカーで計画されていた国内の直接脱硫装置の新設が中止または延期され、使用済触媒の発生量は当初の予想を大幅に下回ることが明らかになった。さらに、日本鉱業がこの事業の経済性の低下を懸念したこともあり、話し合いの結果、サンマインは円満に解散することとなった。しかし、太陽鉱工としてはこれで引き下がるわけにはいかず、再資源化事業を単独で推進することを決断した。
昭和52(1977)年5月20日、同社は再資源化工場建設委員会を組織し、単独事業としての新工場建設に向けて検討を続けた結果、新工場はサンマインでの計画をほぼ半分の規模に縮小し、年間処理量4,500トン、総工費6億5,000万円で同年11月着工の運びとなった。
昭和52(1977)年6月20日、定時株主総会において矢田喜夫常務は専務取締役に、須藤欽吾取締役は常務取締役にそれぞれ就任した。また新たに山本豊穂と鈴木一誠(鈴木治雄社長の長男)が取締役に選任された。
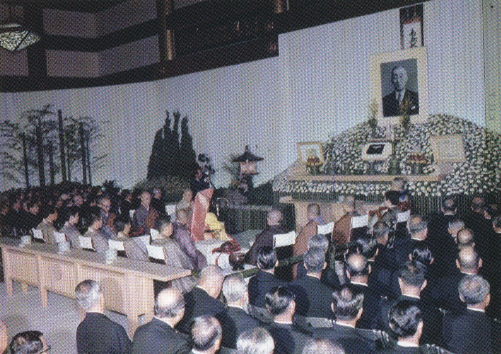
昭和53(1978)年9月19日、同社の創立者である高畑誠一会長が帰らぬ人となった。享年91歳であった。高畑会長は、太陽鉱工の前身である太陽曹達の創立以来60年にわたる文字通り育ての親であるばかりでなく、総合商社・日商の創立を始め、わが国の経済界、産業界に多大な功績を残した。"高畑誠一逝く"の悲報はまさに巨木倒れるの思いをもって広く関係者一同の胸に受け止められた。
10月4日、高畑誠一の葬儀は大阪市南御堂会館において日商岩井(現・双日)の社葬として植田三男社長を葬儀委員長として執り行われた。葬儀委員長・植田三男の弔辞に続き、太陽鉱工を代表して鈴木治雄社長から弔辞が捧げられた。(高畑誠一の妻"ちよ"は二代目鈴木岩治郎の長女で、鈴木社長は親族代表に当たるため、弔辞は矢田専務により代読された)
昭和53(1978)年11月22日、赤穂工場内に待望の再資源化工場が完成し、通産省、赤穂市、地元代表、触媒メーカー、石油精製メーカー、鉄鋼メーカーなどが招かれ、竣工式が盛大に開催された。竣工式において鈴木社長は「赤穂にモリブデンとバナジウムの新しい鉱山ができました」と挨拶した。ここに10年におよぶ努力がようやく実を結び、国内の製油所から生じる使用済の直接脱硫用触媒が赤穂工場に集められ有用な資源に生まれ変わるという再資源化事業が本格的にスタートした。
新工場は年間4,500トンの使用済触媒を処理し、カルシウムモリブデン約400トンと五酸化バナジウム約440トンの生産能力を持っていた。カルシウムモリブデンは、新工場スタート後の赤穂研究所における研究開発によって、ユーザーにとってより使いやすい三酸化モリブデンに切り換えられた。
この再資源化工場では、特に公害対策に力が注がれた。同工場では、まず排ガス対策として赤穂工場研究陣の手によって、排ガス中の硫黄酸化物15,000ppmという高濃度のものを100 ppm以下にまで下げる排煙脱硫装置を開発した。この装置は排ガスに中和剤を加えて硫黄酸化物を吸収させる形式で、効率的な脱硫ができるとともに副産物として商品になる硫酸が得られた。
一方、排水対策としては、浸出液を循環使用するクローズド・システムを採用して排水量を1日60トンに抑え、使用水は特別な濾過装置によって重金属をほとんど含まない綺麗な水にして放流するなど、万全の配慮を施した。再資源化工場の設備費のうち38%はこれら公害防止関連に費やされた。
その後、再資源化事業は確実に伸長し太陽鉱工の主力事業の一翼を担うようになり、この事業への進出は同社の一大転機となった。
-


再資源化工場全景(赤穂工場内) (昭和55年頃) -

高畑誠一の葬儀(大阪市南御堂会館) -

鈴木治雄社長(昭和55年頃)