鳥羽造船所電機工場(現・シンフォニアテクノロジー)の歴史⑤
大戦終結に伴う反動不況の中、神戸製鋼所の傘下で再出発をはかる
大正10(1921)年2月15日、第一次世界大戦終結に伴う反動不況による影響が予想以上に深刻になったことから帝国汽船の造船部は廃止され、同社の播磨造船工場および鳥羽造船工場は、大きな負債を鈴木商店系列の神戸製鋼所が引き受ける形で同社に合併され、播磨造船所は「神戸製鋼所播磨造船工場」に、鳥羽造船所は「神戸製鋼所鳥羽造船工場」となった。
鳥羽造船工場の一翼を担う「鳥羽電機製作工場」はこの時発足した。この合併は小田嶋修三が外遊中の出来事であった。
「神戸製鋼所鳥羽造船工場」発足当時の概況は次の通りである。
・工場主 辻湊 ・年間就業日数 300日(1日8時間就業) ・職工数 943人 ・人夫 171人
この合併に伴い、辻湊は神戸製鋼所の取締役本社副長兼造船部長に就任した。当時の神戸製鋼所の役員は、社長 伊藤乙二郎、専務取締役 依岡省輔、常務取締役 田宮嘉右衛門、取締役 (二代目)鈴木岩治郎、松田萬太郎、松尾忠二郎、辻湊、平田保三、三上英果、監査役 吉井幸蔵、柳田富士松であった。
大正11(1922)年2月、小田嶋は欧米視察から帰国すると早速工場の刷新に取りかかった。当時「鳥羽電機製作工場」は経営不振の最中にあり、新式の工場建設はおろか優良な工作機械の購入も満足に出来ない状況であったが、小田嶋は①技術の向上・新製品の開発、②工場の経営・管理面での積極的な改善・合理化の推進に着手するとともに「他と異なった特色ある技術・製品で生きるべき」という基本方針を打ち立てた。以後、この小田嶋の方針が実践に移され、次々に斬新な製品が市場に送り出されて行くことになる。
小田嶋は欧米視察により、先進国である欧米の企業はそれぞれ自社の特徴を持った技術・製品に力を入れ、それにより厳しい競争を勝ち抜いていることを見抜いていたのである。今日までシンフォニアテクノロジーが「技術オリエンテッド」を経営の根幹としているのは、まさにこの時の小田嶋の方針を貫いてきたことに他ならない。
大正11(1922)年、小田嶋の方針に沿って鳥羽町に隣接する賀茂村赤崎(現・鳥羽市鳥羽周辺)に変圧器専門の分工場が建設されたが、この分工場によって、翌年発生した関東大震災後の柱上変圧器の大量受注に応えることができた。
また、荷役運搬用の蓄電池式運搬車を試作したが、これが後に大阪乗合自動車への電気バス納入に繋がっていく。さらに大正13(1924)年、アイアンクラッド式蓄電池を製作し、これを搭載した蓄電池式運搬車を佐世保海軍工廠に納入したが、これが国産初の蓄電池式運搬車と言われている。
大正11(1922)年、潜水艦用主電動機だけでなく鉱山や化学工場、製紙用の電動機として期待され、その後も改良が進められ各種電動機として開花する延原式油噴射冷却電動機の製作を開始した。さらに、大正14(1925)年に国産初の電磁クラッチを製作し、実用に供したことは画期的な出来事であった。同年、神戸製鋼所が日本エヤーブレーキ(現・ナブテスコ)を設立し米国ウエスティングハウス式エアブレーキの製作を開始すると、当時最も難しいとされた空気圧縮機用の直流電動機の製作を担当した。
大正11(1922)年8月に帝国汽船鳥羽造船工場時代の鳥羽電機製作所がわが国で初めて本格的に製造し、帝国人造絹糸に納入したポットモータは、最初は「数時間で故障する」と言われたが、その後も改良が続けられた結果高性能のポットモータが完成し、大量受注が実現した。
一大ヒット商品となったポットモータの出現でにわかに繁忙となった鳥羽電機製作工場は、生産体制の拡充を急いだ。大正13(1924)年には旧発電所の建物に電機工場を移し、新工場を増築した。大正14(1925)年当時の鳥羽造船工場の規模は総敷地面積1万4,028坪(4万6,373㎡)、うち電機工場の建屋は1,076坪(3,557㎡)、造船工場の建屋は3,292坪(1万882㎡)であり、創業から8年で電気工場の規模は10倍に達した。なお、当時の鳥羽造船工場全体の職工数は総数672人、うち電機部門は200人前後であったと推定される。
鳥羽造船工場の福利厚生面では、会社は工場付近に医療所を開設し、工場従業員およびその家族の治療に当たり、費用は通常の半額であった。また、職員、職工に社宅を供給し、販売所を設けて従業員および一般町民にも日用必需品を安価に供給した。その他、共済組合を設立し従業員の社交、運動奨励の機関とした。
こうした最中、第一次世界大戦終結に伴う反動不況により大きな痛手を被り、関東大震災によりさらなる打撃を受けた鈴木商店は昭和2(1927)年4月2日、昭和の金融恐慌に巻き込まれる中で主力行・台湾銀行から融資打切りの最後通告を受け、経営破綻を余儀なくされた。
鈴木商店の経営破綻は多くの関係会社に計り知れない打撃を与えた。主要な関係会社は、経営の実権が最大の債権者であった台湾銀行に移り、親会社の負債の一部を肩代わりさせられ、加えて不況の真っただ中にあって独自の再建策を講じなければならなかった。
神戸製鋼所は当時の専務取締役・田宮嘉右衛門の経営手腕により、反動不況による直接の影響は少なかったものの、鈴木商店の破綻により約600万円の負債(当時の同社の資本金は2,000万円)を背負うこととなり、資産整理のやむなきに至った。昭和4(1929)年11月、神戸製鋼所では播磨造船所を分離独立させるべく本社において創立総会が開催され、神戸製鋼所から一切の業務を承継して(第二次)「株式会社播磨造船所」が発足した。
これに先立つ昭和2(1927)年5月、神戸製鋼所は鳥羽造船工場を閉鎖し、造船および起重機製作部門を播磨造船工場に統合・移設した。田宮は電機事業の整理について京都帝国大学電気工学科の鳥養利三郎教授(小田嶋と京都帝国大学電気工学科の同期生で、後・京都大学総長)に相談した。その結果、ポットモータ、蓄電池式運搬車、エアブレーキ用電動機の3つの製品に絞って事業を存続させることに決定し、鳥羽の電機製作工場はかろうじて残されたのであった。鳥養教授もまた、かけがえのない恩人と言うことができよう。
昭和2(1927)年7月、鳥羽造船所電機工場の生みの親である辻湊が神戸製鋼所の取締役を退任した。田宮は辻について「彼は各種の事業に対して理想を以って粉骨砕身、しかも身を持する事、質素恬淡にして、常に新事業を情熱を以ってする事に人生の総てを捧げた人」と評している。
辻による電機工場の創業から100年余り。彼の新分野・新技術に挑み続けるその精神は、今日のシンフォニアテクノロジーのDNAとして継承され続けている。
-


田宮嘉右衛門 -
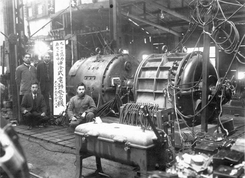
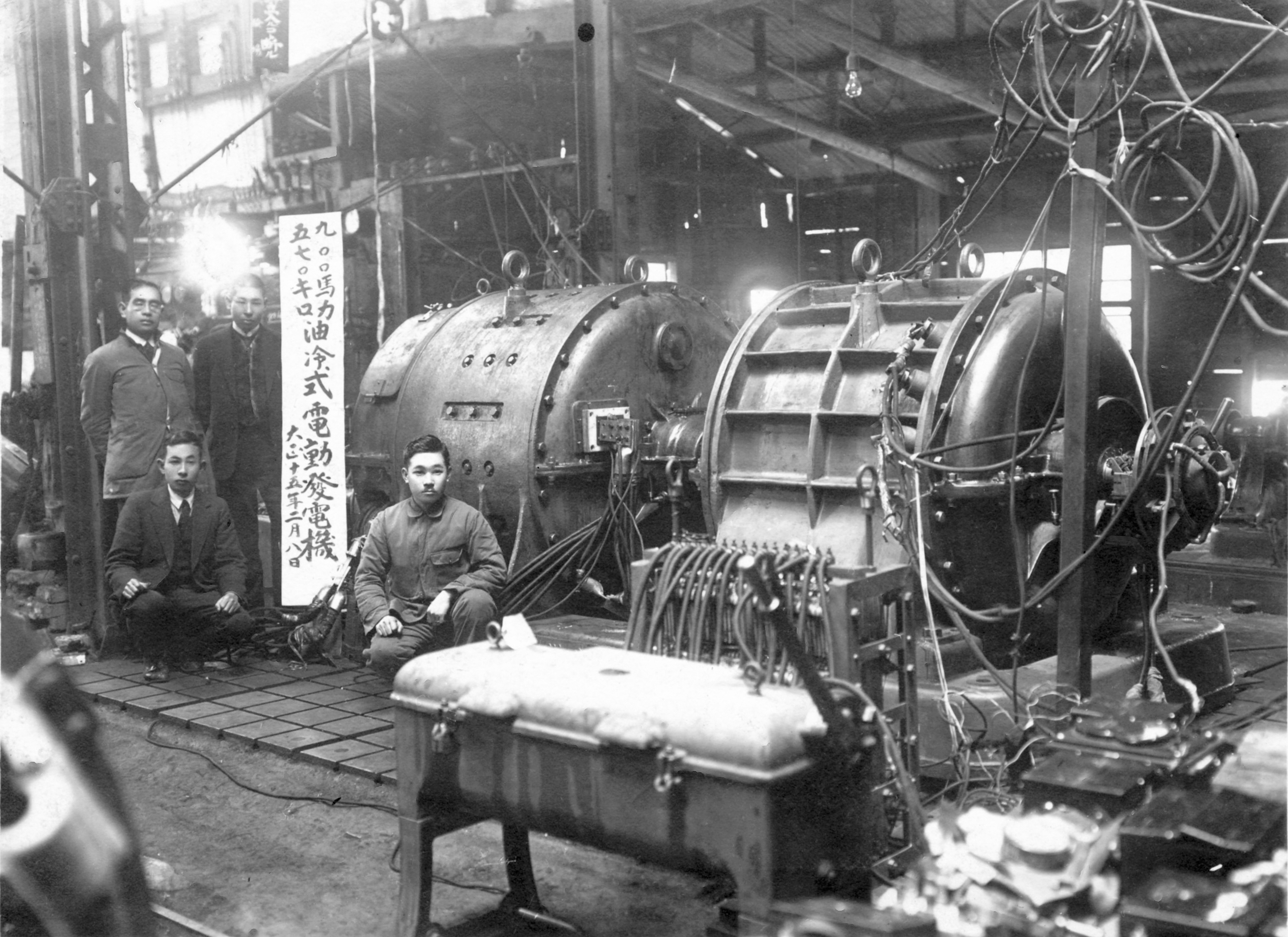
海軍向け潜水艦の蓄電池充電用発電機兼電動機(大正15年) -

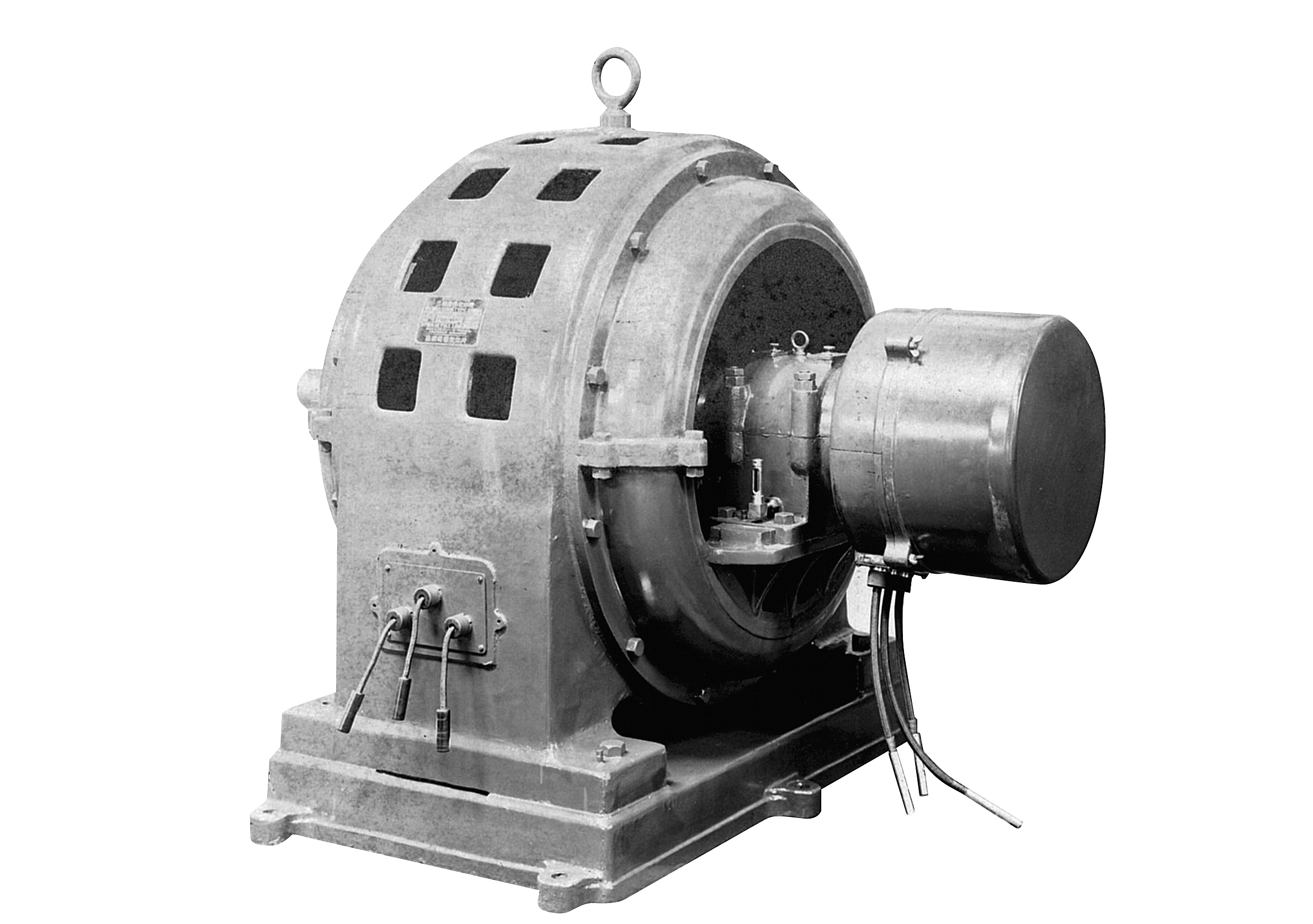
国産初の電磁クラッチが装着された土佐セメントの全閉型同期電動機