鈴木商店の生産事業を支えた技術者シリーズ③「鳥羽造船所電機工場の育ての親・小田嶋修三(その2)」をご紹介します。
2023.4.10.
 大正11(1922)年2月、小田嶋修三は先進国の最新技術を吸収することを目的とした欧米視察から帰国すると、早速工場の刷新に取りかかりました。小田嶋は ①技術の向上・新製品の開発、②工場の経営・管理面での積極的な改善・合理化の推進 に着手するとともに「他と異なった特色ある技術・製品で生きるべき」という基本方針を打ち立てました。
大正11(1922)年2月、小田嶋修三は先進国の最新技術を吸収することを目的とした欧米視察から帰国すると、早速工場の刷新に取りかかりました。小田嶋は ①技術の向上・新製品の開発、②工場の経営・管理面での積極的な改善・合理化の推進 に着手するとともに「他と異なった特色ある技術・製品で生きるべき」という基本方針を打ち立てました。
小田嶋は欧米視察により、先進国である欧米の企業はそれぞれ自社の特徴を持った技術・製品に力を入れ、それにより厳しい競争を勝ち抜いていることを見抜いていたのです。今日までシンフォニアテクノロジーが「技術オリエンテッド」を経営の根幹としているのは、まさにこの時の小田嶋の方針を貫いてきたことに他なりません。
小田嶋の帰国後、小田嶋と電機部門の責任者である高田通理技師を中心に、人絹製造の心臓部であるポットモーターの改良に腐心した結果大正11(1922)年8月、試作の依頼を受けてから2年半にして、8分の1馬力・90サイクルのポットモーター70台が帝国人造絹糸に納入されました。これが日本で最初の本格的なポットモーターの製造となりました。
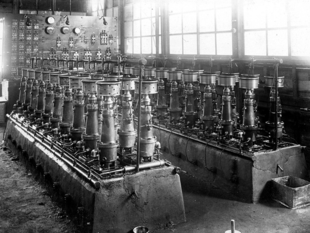 その後、ポットモーターは鳥羽電機製作所における最大のヒット商品となり、神戸製鋼所鳥羽造船工場の電機部門を一気に飛躍させる原動力となりました。その結果、同電機部門は創業以来累積していた赤字をわずか1年にして挽回して最初の利益を生み出し、以後黒字を計上できるようになりました。(右の写真は大正13年当時のポットモーターです)
その後、ポットモーターは鳥羽電機製作所における最大のヒット商品となり、神戸製鋼所鳥羽造船工場の電機部門を一気に飛躍させる原動力となりました。その結果、同電機部門は創業以来累積していた赤字をわずか1年にして挽回して最初の利益を生み出し、以後黒字を計上できるようになりました。(右の写真は大正13年当時のポットモーターです)
昭和12(1937)年、ついにわが国人造絹糸の生産高がアメリカを抜いて世界1位を記録します。ポットモーターの性能は画期的に向上し、昭和10(1935)年当時欧米のポットモーターの回転速度が毎分6,000回転であったのに対し、鳥羽電機製作工場は毎分1万2,000回転という世界水準をはるかに凌駕する製品を完成し、同工場のポットモーターの生産量は戦前の累計では25万台という驚異的な数字を達成します。
国内人絹工場のポットモーターの需要の90%を鳥羽電機製作工場で独占し、同工場のポットモーターはわが国繊維産業を世界の頂点にまで押し上げた立役者、と評されるまでになりました。
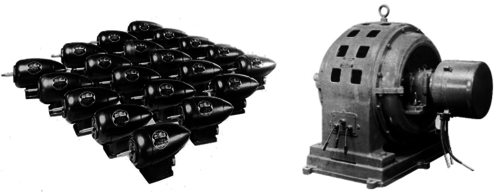
鳥羽電機製作工場は、ポットモーターのほかにも航空機機上用風車式直流発電機を製造し航空機用電装品事業へ参入(大正9年)、国産初の蓄電池式運搬車を完成し産業車両事業に参入(大正11年)、わが国最初期の電磁クラッチを開発し電磁クラッチ・ブレーキ事業に参入(大正14年)、国産初の交流式電気ショベル用電機品を製造(昭和5年)、国産最初期の電動工具(電気ドリル・卓上グラインダ)の生産開始(昭和6年)、など小田嶋が打ち立てた基本方針が実践に移され、斬新な製品が次々に市場に送り出されていきました。(下の写真の左は大正9年頃の陸軍向け機上用風車式直流発電機、右は大正14年頃のわが国最初期の電磁クラッチです)
 小田嶋は昭和10(1935)年には神戸製鋼所取締役(電気部長兼務)、昭和18(1943)年には同社常務取締役に就任しました。戦後の昭和23(1948)年、公職追放により辞任しましたが、昭和24(1949)年に神戸製鋼所が3分割され神鋼電機(後・シンフォニアテクノロジー)が設立されると翌昭和25(1950)年、追放解除と同時に神鋼電機の顧問役として復帰し、経営面・技術面で経営陣をサポートしていきました。
小田嶋は昭和10(1935)年には神戸製鋼所取締役(電気部長兼務)、昭和18(1943)年には同社常務取締役に就任しました。戦後の昭和23(1948)年、公職追放により辞任しましたが、昭和24(1949)年に神戸製鋼所が3分割され神鋼電機(後・シンフォニアテクノロジー)が設立されると翌昭和25(1950)年、追放解除と同時に神鋼電機の顧問役として復帰し、経営面・技術面で経営陣をサポートしていきました。
小田嶋は鳥羽造船所入社1年余りで電気係主任に就任してから50年、昭和43(1968)年10月に80歳で在職(神鋼電機の顧問役)のまま他界するまで、その生涯を鳥羽造船所発の電機工場の発展とともに歩み続けました。このことから、辻湊が「生みの親」と呼ばれるのに対し、小田嶋は「育ての親」と呼ばれています。
シンフォニアテクノロジー・モーションシステム工場(旧鳥羽工場)の正門近くには小田嶋の業績を記念する「小田嶋修三之碑」が建てられています。
 シンフォニアテクノロジー・モーションシステム工場と「小田嶋修三之碑」
シンフォニアテクノロジー・モーションシステム工場と「小田嶋修三之碑」
小田嶋は昭和38(1963)年1月には鳥羽商工会議所初代会頭に就任。昭和39(1964)年には鳥羽ロータリークラブの設立に努め、会長を2期務めるなど鳥羽市の商工業の発展に大いに貢献し、その功績を称えて昭和43年度名誉市民称号が贈られました。昭和27(1952)年に藍綬褒章、昭和40(1965)年には勲四等旭日小綬章が授与されました。